Masda Automatic Bending Machine – Upper Bending and Lower Bending Process
Technology leads development, innovation wins the future
Masda Automatic Bending Machine – Upper Bending and Lower Bending Process
Masda Automatic Bending Machine – Upper Bending and Lower Bending Process
In the field of sheet metal processing, bending is the key process to shape flat metal into the required angle.Masda autoamtic bending machine uses two core processes, upper bending (Air Bending) and lower bending (Bottoming/Coining), to give various sheet metal parts precise shapes. It is crucial to understand their differences.
The origin of upper bending and lower bending:
Both processes are derived from traditional bending needs, and are constantly improving with the development of CNC technology and precision molds:
Air Bending: The most commonly used and most flexible process.
When bending, the upper die (punch) presses the sheet into the lower die (V-groove), but does not touch the bottom of the lower die, and the sheet relies on elastic deformation to form an angle.
The angle is controlled by the depth of the punch entering the lower die.
Bottoming/Coining: The choice when high precision is required.
When bending, the upper die is completely pressed into the lower die, so that the sheet undergoes plastic deformation under the strong pressure of the upper and lower dies, and is formed close to the mold surface.
Coining is a more extreme form of folding, with great pressure to eliminate springback.
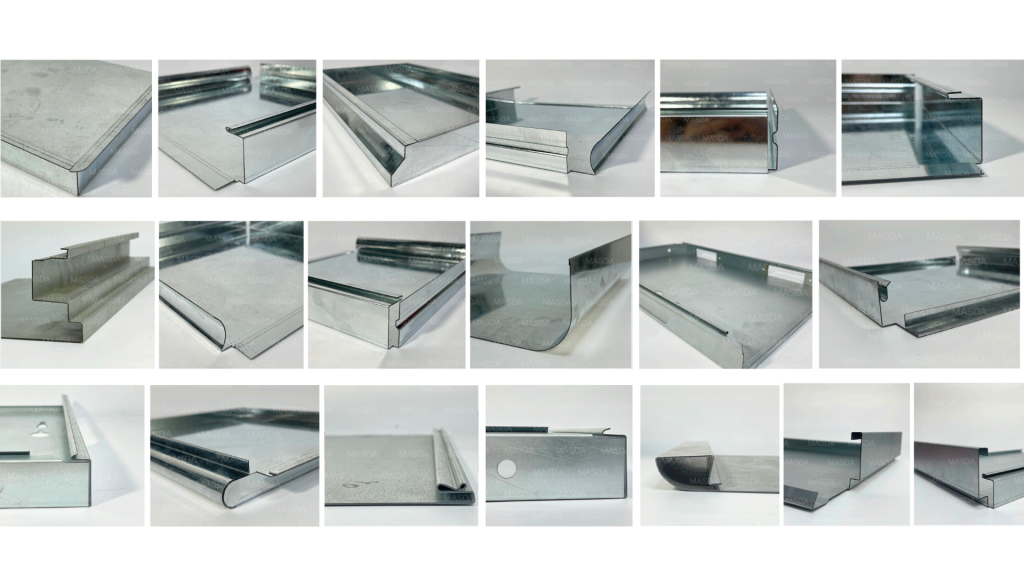
Application scenarios (typical materials):
Two processes are widely used for bending various types of metal sheets:
Carbon steel sheets (SPCC, SECC, etc.): General first choice, both processes are applicable.
Stainless steel sheets (SUS304, SUS430, etc.): Commonly used for folding, and folding down for high precision requirements (pay attention to material hardening).
Aluminum sheets (5052, 6061, etc.): Commonly used for folding up (large springback), folding down to control springback.
Galvanized sheets, copper sheets, etc.
Forming principle:
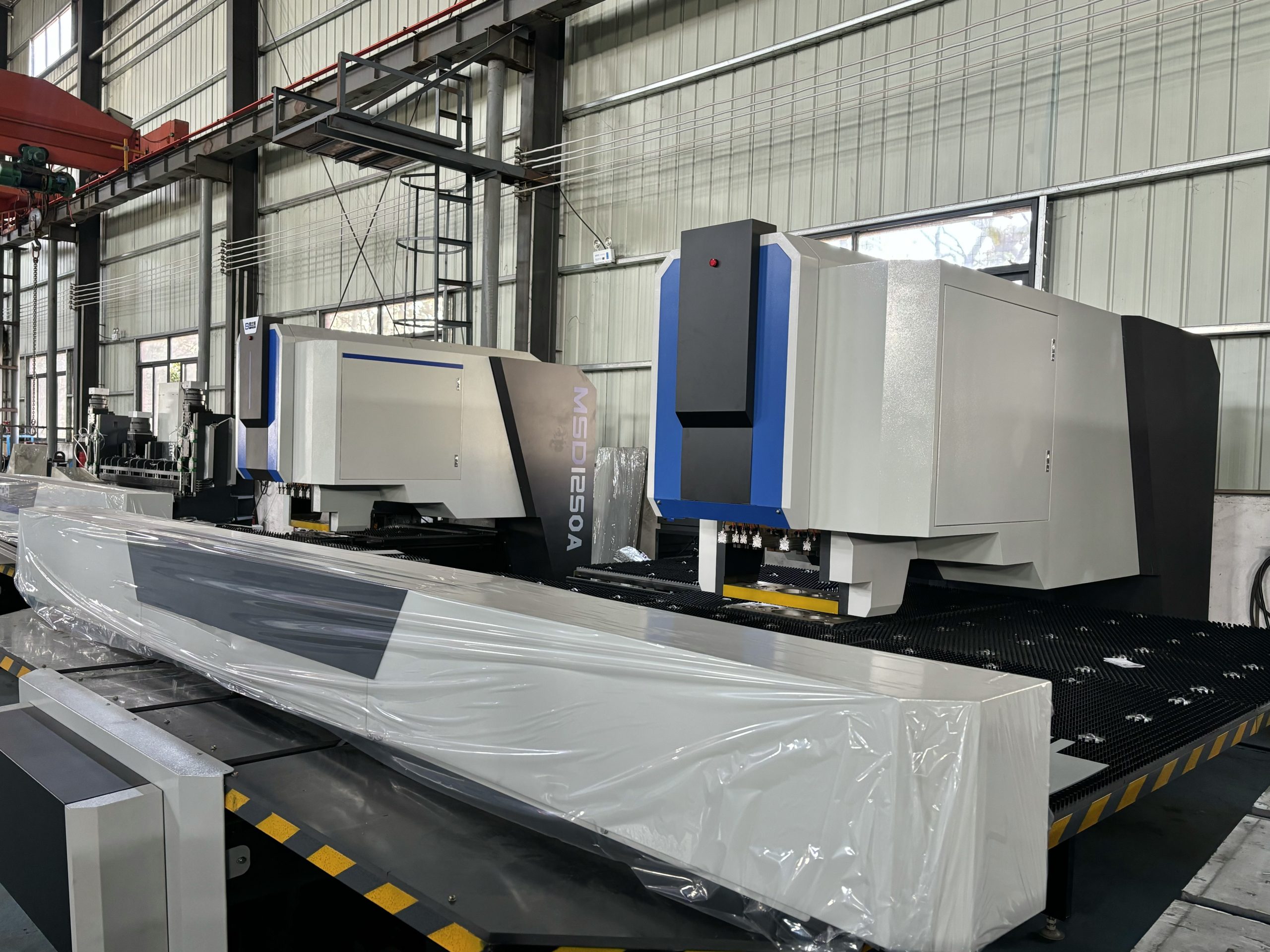
Programming setting: Engineers input material parameters, target angles, bending lengths, etc. in the Masda bending machine control system.
Upward bending: Mainly set the precise pressing depth (Y axis).
Downward bending/precision pressing: Set the precise pressing depth (need to the bottom) and apply huge bending pressure.
Mold selection: Select appropriate upper and lower molds (V-groove width, mold tip R angle, etc.) according to plate thickness, material, angle and process.
Positioning and clamping: The back gauge (X, R axis) of the Masda bending machine accurately positions the plate, and the pressing cylinder (hydraulic or electric) provides stable clamping force.
Summary:
Upward folding has become the mainstream choice due to its flexibility and efficiency, while downward folding/precision pressing is irreplaceable in scenarios requiring ultra-high precision and consistency.
With its excellent performance and precise control, Masda CNC bending machines perfectly control these two key processes, providing efficient and precise bending solutions for various sheet metal materials such as carbon steel, stainless steel, and aluminum, and are a strong backing for you to improve product quality and productivity.